In-Depth Analysis
When specific problems come up, the Relay Coach performs more in-depth analysis, to understand root causes. This type of analysis is illustrated with a three-part example, broken into the following sections:
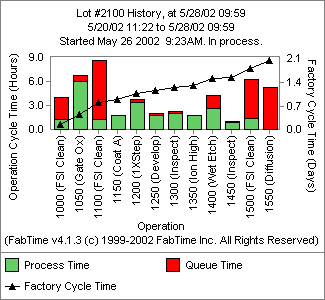
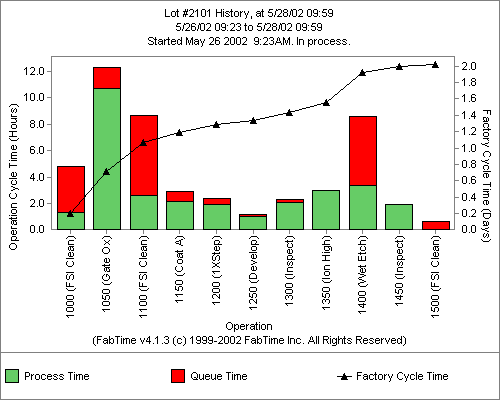
As an example, suppose that the Relay Coach is expediting Lot #2101, with a goal of never having the lot wait for more than 1 hour at any operation. The chart below shows the queue time (in red) and process time (in green) spent by the lot at each operation. On viewing the chart, the Relay Coach observes that Lot #2101 waited in queue for approximately five hours at Operation 1400 (a Wet Etch operation).
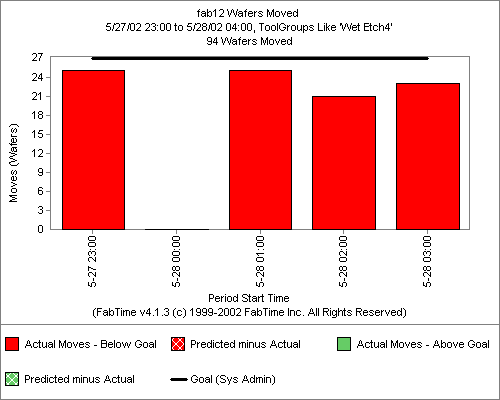
The Relay Coach drills down to find more detailed information about why Lot #2101 had to wait for five hours before being processed on the one of the two tools in the tool group Wet Etch4. The chart below shows the moves (in wafers) during each hour that Lot #2101 was waiting for a Wet Etch4 tool for processing. Clearly, some wafers were being processed on the Wet Etch4 tools during this time period.
 >
>
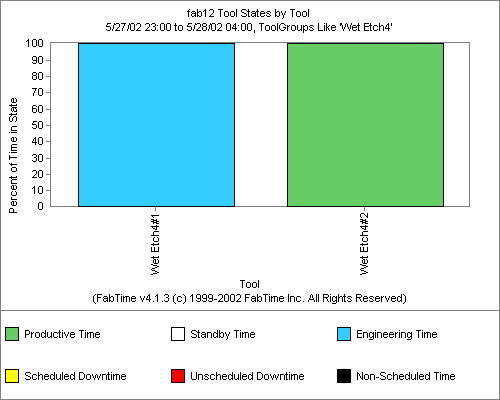
TNext, the Relay Coach investigates the tool state data for the Wet Etch4 tool group. The chart below shows the tool state by tool for the two Wet Etch4 tools, during the five hour period that Lot #2101 was waiting. One of the two tools was taken up by Engineering time during the interval, while the second Wet Etch4 tool was productive during the interval.
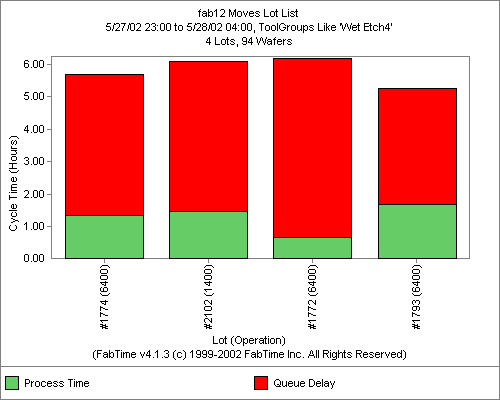
Since the second Wet Etch4 tool was productive during the entire five-hour period, the next question that the Relay Coach asks is “what lots was the tool processing?” The chart below shows the four lots that were moved out of the Wet Etch4 tool group during the time period of interest. The red indicates time that each lot spent in queue, while the green indicates process time.
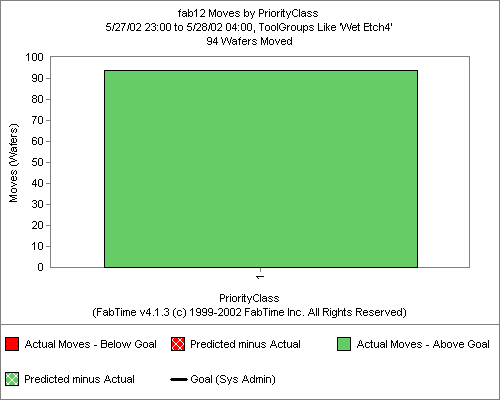
Next, the Relay Coach looks further at the other lots that were processed on the Wet Etch4 tool group, to understand why these lots may have been processed instead of Lot #2101. The chart below shows a pareto of lot moves on the Wet Etch4 tool group by priority class. All four of the lots (all 94 wafers) had priority class 1, the same priority class as Lot #2101.
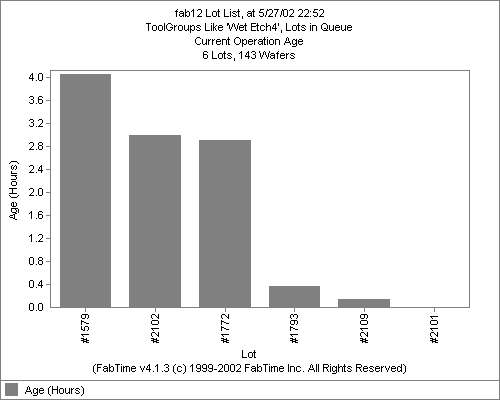
The Relay Coach next views a list of which lots were in queue when Lot #2101 arrived. The chart below shows the six lots in queue for Wet Etch4, immediately after Lot #2101 arrived (a seventh lot was in process on Wet Etch4#2. The Relay Coach verifies that all four of the lots that were processed on Wet Etch4 tools were already in queue or in process when Lot #2101 arrived.
The Relay Coach has thus verified that priority class rules were followed on the Wet Etch4 tool group. When Lot #2101 arrived, there were four other lots already in queue that had the same priority, and these lots were processed prior to Lot #2101. The Relay Coach concludes that the appropriate dispatch rules were followed on the Wet Etch4 tools, but that Lot #2101 had to wait five hours to be processed because one of the two Wet Etch4 tools was taken up by engineering time. Recommendations that the Relay Coach might make in this situation include:
- Reducing dedication on the Wet Etch tools (so that instead of a group of two tools, hot lots would require one of a larger number of tools).
- Reducing engineering on the Wet Etch4 tools, perhaps by arranging for the engineering to be done on other Wet Etch tools.
- If Lot #2101 is in fact more critical than the other lots that were processed on the Wet Etch4 tool, then the situation calls for some sort of super-expediting procedure (see below).
For a description of a procedure for super-expediting lots, see the paper: M. Hillis and J. K. Robinson, “Super-Expediting in a 0.18 Micron Wafer Fab,” Proceedings of the 2002 Modeling and Analysis for Semiconductor Manufacturing Conference (MASM 2002). Tempe, AZ, April 10-12, 2002. View Abstract.
Copyright ©1999-2024 FabTime Inc.